Power skiving
There are hardly any tooth shapes that cannot be produced using power skiving. Whether straight or helical, external or internal gearings – anything is possible without a problem. Even profile modifications are easy to implement. The relatively low-cost gear-cutting tools and the short machining and cycle times make the process even more attractive in comparison to specialised broaching or shaping machines. The only prerequisite: the 5-axis machine used must be equipped with the turning functions of the HELLER Mill-Turn option with the directly driven DDT rotary table.
If this is the case, the power skiving technology can be easily integrated into modern Siemens controls and programmed just as easily. Even machine operators with little experience in gear cutting will have no problems creating a reliably working program. A technology cycle with a clear structure and graphically supported input mask provides the basis for this. All that programmers are asked to do is enter all relevant gearing data in a step-by-step procedure and confirm them at the end. The cycle then automatically performs a comprehensive plausibility check. If this is successful, the production process can be started.
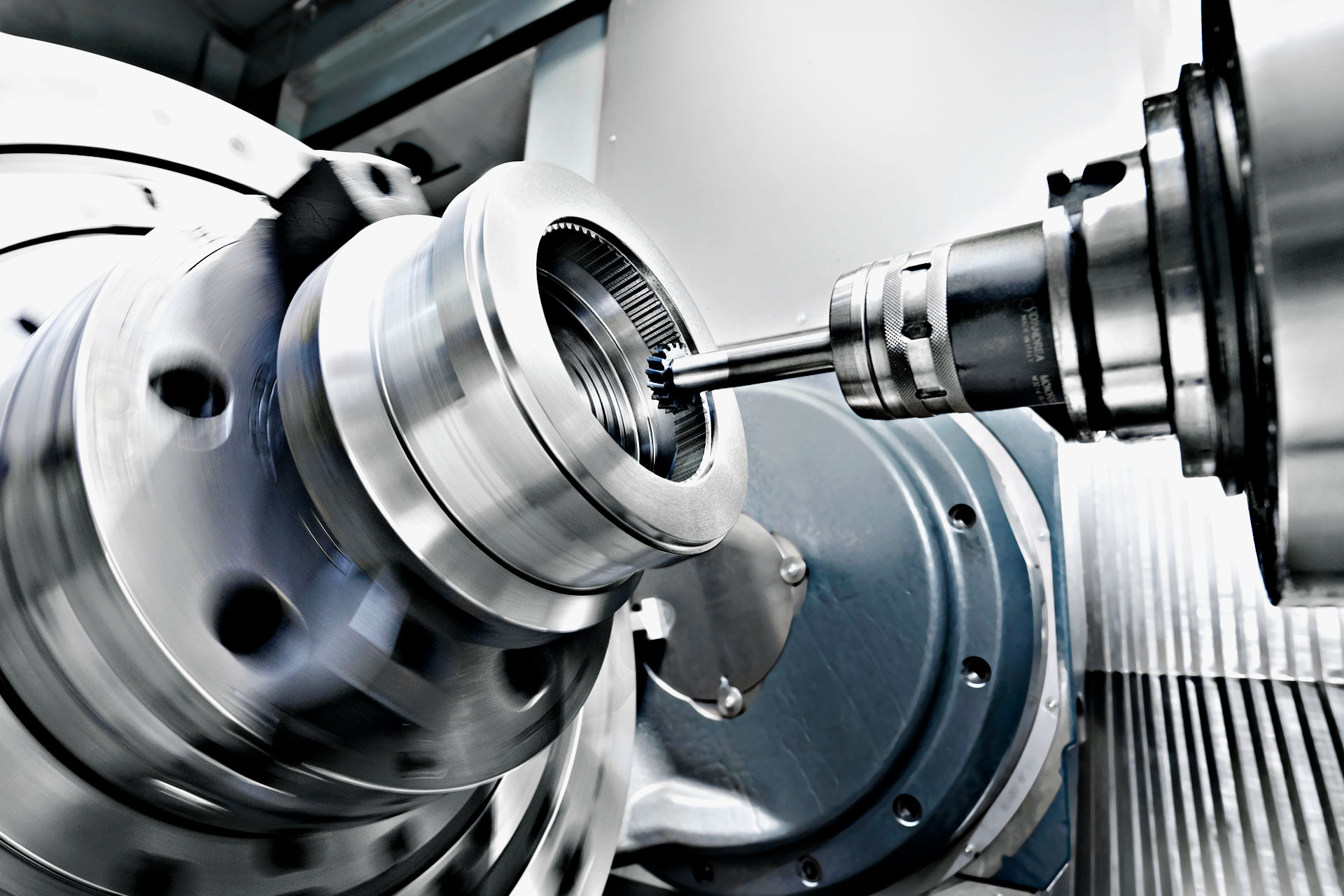
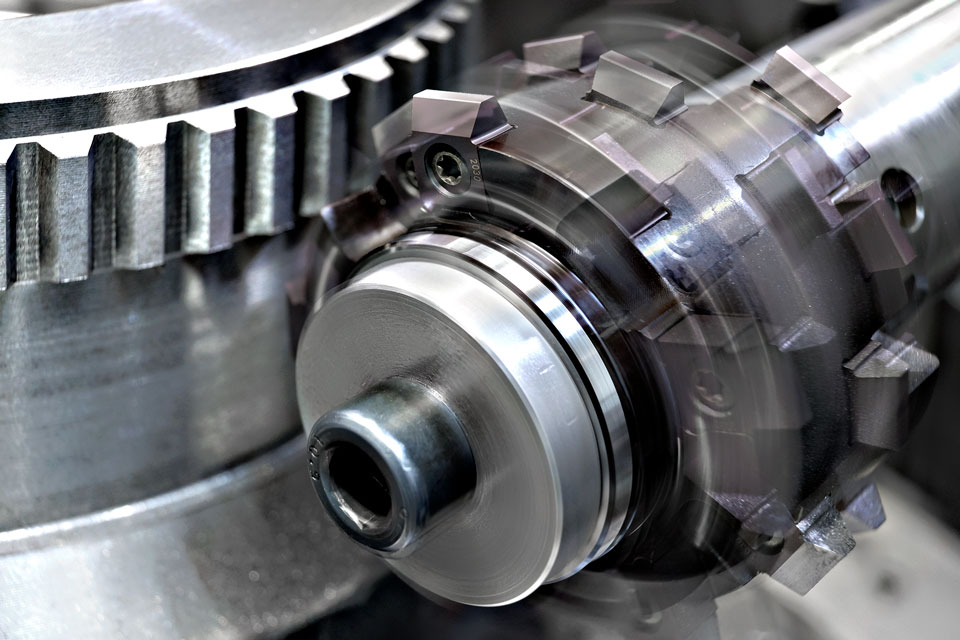
The machining operation itself requires a high level of accuracy of all machine axes. In the focus of it is the rotary table with the workpiece and the spindle with the tool. These two rotary axes are generically coupled, as they must rotate exactly synchronously. During this simultaneous process, the milling cutter performs a rolling motion on the workpiece. At the same time, the machine carries out a consistent feed motion along the gearing centreline, thus cutting the material. The tooth shape ultimately results from the synchronous rotation and the shape of the specific cutter used.
At this year’s in-house exhibition, HELLER used the example of a planetary carrier to demonstrate the wide range of possibilities offered by the new ‘Power Skiving’ option – implemented on the HF 5500 5-axis machining centre. The component with 85 mm diameter is turned, milled and drilled in a single setup and finally the power skiving method is used to machine an internal gearing with module 2 (41 teeth). The latter operation only takes 160 seconds to complete, achieving quality 7 to DIN 3961.